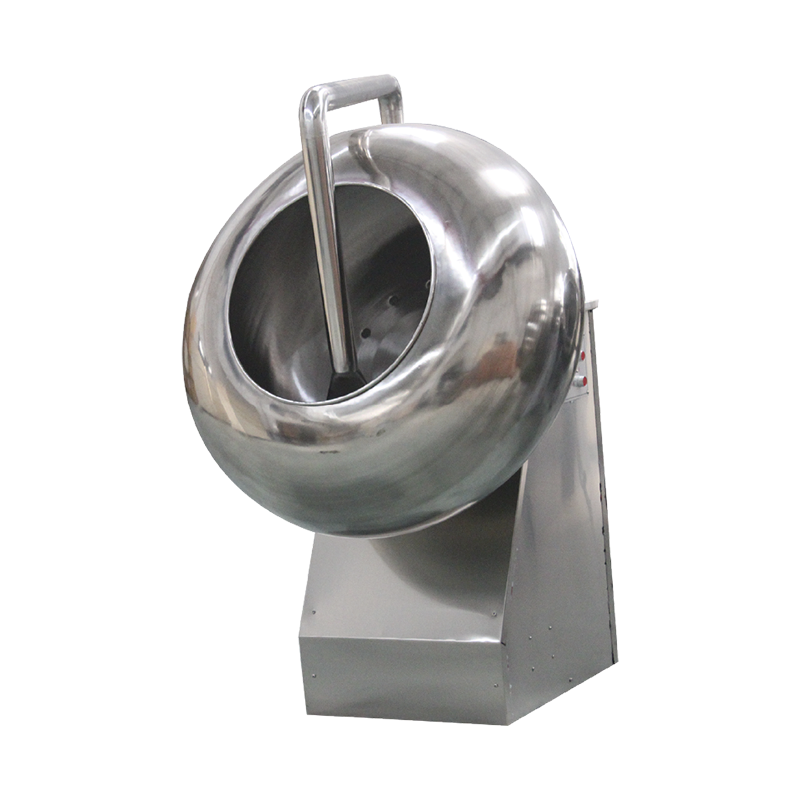
Um Máquina de polimento de chocolate e doces aplica um revestimento brilhante uniforme a doces, nozes, feijões e confeitos semelhantes com cobertura de chocolate, girando os produtos dentro de um tambor giratório enquanto pulveriza soluções de cera, xarope ou goma-laca. O resultado é uma superfície lisa e brilhante que melhora a aparência, prolonga a vida útil e evita aderência. Entender como operar este equipamento corretamente determina diretamente a qualidade do revestimento e a eficiência da produção.
Antes de iniciar qualquer operação de polimento, familiarize-se com as principais partes da máquina:
Antes de carregar qualquer produto, realize uma verificação pré-operação:
As configurações dos parâmetros variam de acordo com o tipo de produto. Use a tabela abaixo como referência geral:
| Tipo de produto | Velocidade do tambor (RPM) | Umir Temperature (°C) | Intervalo de pulverização (seg) |
|---|---|---|---|
| Nozes com cobertura de chocolate | 10–14 | 18–22 | 30–60 |
| Cascas de doces duros | 15–20 | 20–25 | 20–40 |
| Chocolates em panela de açúcar | 8–12 | 16–20 | 45–90 |
| Gomas / balas macias | 6–10 | 22–28 | 60–120 |
Velocidades mais baixas do tambor reduzem a quebra de produtos delicados ; velocidades mais altas promovem uma distribuição de revestimento mais rápida e uniforme para cascas mais duras.
Encha o tambor para não mais que 60-70% do seu volume de trabalho . O enchimento excessivo restringe o movimento de queda e causa brilho irregular ou danos ao produto. Para um tambor com capacidade de 100 kg, uma carga típica de lote é 60–70kg .
Inicie primeiro a rotação do tambor e depois ative o sistema de pulverização. Aplique o agente de polimento em múltiplas camadas finas em vez de uma aplicação pesada:
Umfter the final spray layer, continue drum rotation with active airflow for 5–15 minutos para fixar totalmente o revestimento. O tempo de secagem insuficiente leva à pegajosidade da superfície ou à aderência do produto durante a embalagem. A temperatura da superfície do produto não deve exceder 30°C durante esta fase para proteger a base de chocolate.
Incline o tambor para a posição de descarga e recolha o produto acabado. Inspecione uma amostra quanto à uniformidade do brilho, suavidade da superfície e ausência de rachaduras ou manchas opacas antes de passar o lote para a próxima etapa de produção.
O agente de polimento determina diretamente a aparência final e as propriedades funcionais do produto revestido. As três opções mais comuns são:
Umlways verify that the polishing agent selected is approved for food contact use and compatible with your product's existing coating ingredients.
Mesmo operadores experientes encontram problemas de qualidade quando ocorrem estes erros comuns:
A manutenção consistente protege a vida útil do equipamento e garante qualidade repetível do produto. Siga esta programação:
| Frequência | Tarefa de Manutenção |
|---|---|
| Umfter every batch | Limpe os bicos de pulverização; limpe as superfícies internas do tambor |
| Diariamente | Inspecione os filtros de ar; verifique a rotação do tambor quanto a ruídos ou vibrações incomuns |
| Semanalmente | Lubrifique os rolamentos do tambor e a corrente de transmissão; verifique a tensão da correia |
| Mensalmente | Limpe profundamente o tambor e o sistema de pulverização; inspecionar conexões elétricas e vedações |
| A cada 6 meses | Inspeção mecânica completa; substitua correias, vedações ou componentes de bico desgastados conforme necessário |
A lubrificação adequada e a limpeza dos bicos são responsáveis pela maior parte dos tempos de inatividade evitáveis do equipamento em operações de polimento de confeitaria.
Umchieving consistent, high-quality results depends on controlling several interacting variables simultaneously:
Um standard polishing cycle takes 20–45 minutos dependendo do número de camadas de revestimento aplicadas, do tempo de secagem entre as pulverizações e do tipo de agente de polimento utilizado.
Sim. A maioria dos equipamentos de polimento de chocolate é projetada para uso em vários produtos. Ajuste a velocidade do tambor, a temperatura do ar e os intervalos de pulverização de acordo com o produto específico que está sendo processado e limpe completamente o tambor entre os diferentes tipos de produtos.
As causas comuns incluem pulverização excessiva em uma única passagem, tempo de secagem insuficiente entre as camadas, temperatura do ar incorreta, bicos de pulverização entupidos ou alta umidade ambiente na área de produção.
Certifique-se de que cada camada de pulverização seja fina e adequadamente seca antes da próxima aplicação. Manter a velocidade correta do tambor mantém os produtos em movimento constante e evita um tempo de contato longo o suficiente para que ocorra a aderência.
Com uma limpeza diária adequada, os bicos de pulverização normalmente duram 6–12 meses antes que o desempenho diminua visivelmente. Substitua os bicos imediatamente se o padrão de pulverização ficar irregular ou a taxa de fluxo cair apesar da limpeza.
Para a maioria das emulsões de cera, a aplicação à temperatura ambiente é suficiente. Contudo, em ambientes de produção frios (abaixo de 15°C), aquecer suavemente o agente de polimento até 20–25°C melhora a atomização do spray e a adesão à superfície.

 Fábrica de equipamentos de máquinas para linha de produção de chocolate
Fábrica de equipamentos de máquinas para linha de produção de chocolate

 中文简体
中文简体 English
English